Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.

Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.


Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.

Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.

Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Развёртывание для обеспечения максимальной точности поверхности
Точность деталей определяется через такие понятия как класс и квалитет. Второе сейчас более употребимо, т. к. даёт более точную информацию о допустимых допусках несоответствия размеров. Между тем система классов всё ещё продолжает жить в профессиональной среде, используется квалифицированными кадрами на производствах. В отечественном машиностроении применяются только первые 9 классов по точности, и полезно знать каким квалитетам они соответствуют.
| Класс точности | Квалитет (отв./вал) | Допуск для Ø18-30 мм (отв./вал), мкм |
| 1 | 6/5 | 13/9 |
| 2 | 7/6; 7/7 | 21/13 |
| 2а | 8/7; 8/8 | 33/21 |
| 3 | 9/8; 9/9 | 52/33 |
| 3а | 10/10 | 84/84 |
| 4 | 11/11 | 130/130 |
| 5 | 12/12 | 210/210 |
| 7 | 14/14 | 520/520 |
| 8 | 15/15 | 840/840 |
| 9 | 16/16 | 1300/1300 |
Пропущен 6-й класс точности, т. к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
Максимальная точность получаемых отверстий зависит от способа их обработки и применяемого инструмента. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.

Сначала деталь зенкеруют, с боковых поверхностей отверстия удаляется лишний материал, правятся возможные незначительные отклонения его расположения. Главное чего удаётся добиться на этом этапе – уменьшить неровность стенок. Достижимый результат – 4-й класс точности и 11 квалитет.
Далее деталь обрабатывают с помощью развёртки, работа может проводиться на тех же самых станках. Инструмент, так же как и зенкер, сделан из легированной стали и оснащён твёрдыми сплавами, количество зубьев у него увеличено. Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Зубья у развёрток чаще прямые. Винтовые используются для обработки отверстий с пазами, закручивание профиля инструмента берут противоположным направлению резания, для того чтобы его не затягивало в отверстие. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
По той причине, что развёртка срезает при обработке меньше металла, она не используется для исправления направления отверстия, подобное просто не рационально. Следовательно, перед чистовой операцией развёртывания должна идти более грубая обработка, зенкерование или растачивание. Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Чтобы достичь высоких показателей качества нужно обеспечить чёткую соосность обрабатываемого отверстия и инструмента. Выполнение сразу после зенкерования на том же станке помогает избежать погрешностей при переустановке заготовки в патроне. Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.

Резюмируя, стоит отметить, что зенкерование – обособленная операция по обработке отверстий в металлических изделиях, отличная от развёртки, и не имеющая практически ничего общего с зенкованием. Главное назначение зенкера – уменьшить шероховатости стенок отверстия и увеличить точность выполнения отверстия. Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Выбор конкретного зенкера осуществляется в зависимости от диаметра отверстия, степени обработки и материала заготовки.
Режим работы станка и другие необходимые данные – расчётные величины, которые отображаются в рабочих чертежах изготовляемых деталей. Отступление от этих величин и общей технологии зенкерования является одной из основных причин возникновения производственного брака. В качестве финишной операции зенкерование используется довольно редко, только при пониженных требованиях к точности, при классе ниже 4-го. На рынке продаётся множество зенкеров с разными характеристиками, оптимизированными для работы в разных условиях, под разный металл и диаметры отверстий.
Зенкер и зенкерование – что это такое
В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер.

Зенкер насадной d35
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
Ознакомиться с требованиями ГОСТ к зенкерам можно, скачав документ в формате pdf по ссылке ниже.
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.

Спиральные хвостовые зенкеры
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.

Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.

Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Технология зенкерования отверстий
Зенкерование – это технологический процесс обработки отверстий, полученных литьем, штамповкой либо сверлением, который направлен на улучшение их качественных показателей. Опишем суть процесса и технологии.

Обычно любая металлическая деталь, сложная или простая, имеет отверстия. Способы их получения бывают разными. Если деталь была отштампована, одновременно штампуют и отверстия в ней. То же происходит и при литье. Можно получить отверстия на уже готовом изделии, если применить сверло. Общее между всеми способами получения отверстий то, что все они имеют неточности и требуют доработки. Здесь следующим этапом будет процесс зенкерования – технологическая операция по улучшению геометрических параметров готовых сквозных или глухих отверстий.
Чтобы провести зенкерование, необходимы специальные приспособления и оборудование. Этот инструмент в большинстве своем очень похож на обычное сверло, но имеет при этом характерные отличия. Его рабочая область позволяет придавать каналу строго одинаковые геометрические параметры по всей длине.
Зенкерование – точная операция. Поэтому ее нельзя проводить вручную при помощи обычной электродрели – здесь требуется специальный станок.

Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Процесс зенкерования применим для отверстий в деталях из любого металла, полученных путем литья, штамповки, ковки либо предварительного сверления.
Принцип зенкерования металла
Сам процесс улучшения класса точности отверстия путем зенкерования проходит следующим образом:
- В соответствии с диаметром, который необходимо получить в итоге после операции, выбирают диаметр зенкера. Он должен быть больше исходного (диаметр инструмента зависит от нескольких факторов) и соответствовать конечному диаметру при финишной обработке или промежуточному при дальнейшей развертке.
- Этот выбранный зенкер при помощи хвостовика закрепляют в патроне станка (сверлильного, токарного).
- Обрабатываемую деталь фиксируют каналом строго напротив зенкера, чтобы их оси идеально совпадали.
- Включают станок и выставляют определенные обороты вращения инструмента. Они строго регламентированы и зависят от типа режущего элемента, металла и диаметра отверстия.
- Подают этот инструмент в рабочую область на скорости, которая тоже выбирается не случайно. Иногда в область обработки также подают охлаждающее вещество, когда того требует технологический процесс.
Основные правила обработки зенкерованием
Основные правила обработки зенкером следующие:
- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

При использовании зенкеров из стали быстрорежущей в обрабатываемый канал подают вещество для смазки и охлаждения.
Применяемое оборудование и инструменты
- Рабочая область, куда входит режущая и калибрующая части – именно они обеспечивают снятие металла в канале и его выравнивание.
- Хвостовик – элемент, за счет которого инструмент закрепляют в патроне токарного или сверлильного оборудования.
- Шейка – промежуточный элемент между рабочей областью и хвостовиком, и основная задача ее в предохранении оборудования от повреждения, если зенкер заклинит в отверстии. В этом случае инструмент лопнет в области шейки.

Бывают следующие виды зенкеров: цельнометаллические с хвостовиком конической формы, зенкеры с хвостовиком и напаянными на режущей кромке твердосплавными пластинами, насадной инструмент с резцами из твердого сплава, насадной инструмент со вставными ножами. Основное оборудование для зенкерования – это токарный или сверлильный станок.
Уважаемые посетители сайта, поделитесь своими знаниями по теме в комментариях! Для нас очень важно живое общение и ваш личный опыт!
Зенкерование отверстий — назначение, виды, процесс, отличие от зенкования

При изготовлении высококачественных изделий и деталей точность исполнения необходимых отверстий, полученных тем или иным способом, зачастую недостаточна. Для достижения требуемых параметров используют зенкер.
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.
Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
Скачать
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).
По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.
Спиральные хвостовые зенкеры
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
1 Зенкер – назначение и виды инструмента
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.
Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
3 Как правильно зенкеровать металл?
Для зенкерования в домашних условиях углублений под головки болтов или увеличения диаметра отверстия сгодится и сверло, предназначенное для этого. А в качестве исполнительного инструмента подойдет электрическая или даже ручная дрель. Однако, в масштабах производства зенкерование – точная операция, требующая большой мощности. Поэтому эта механическая обработка является машинной и выполняется на станках:
- токарных – наиболее часто;
- сверлильных – наиболее часто;
- фрезерных (вертикальных или горизонтальных) – редко. Как правило, на оборудовании с ЧПУ в качестве части программы;
- расточных – часто, в порядке вторичной операции;
- агрегатных – в качестве одной из операций автоматизированной линии.
При обработке отлитого отверстия рекомендуется его предварительно расточить резцом на 5–10 мм в глубину, чтобы дать инструменту для зенкерования первоначальное направление. При работе со сталью следует использовать СОЖ (смазочно-охлаждающие жидкости). Зенкерование цветных металлов и чугуна не требует охлаждения. Очень важно правильно подобрать металлорежущий инструмент для зенкерования. При этом принимают во внимание следующие факторы:
- тип требуемой оснастки определяется материалом детали, расположением отверстия, характером обработки и серийностью производства;
- размер инструмента подбирают, учитывая глубину, диаметр отверстия и необходимую точность обработки;
- конструкция выбираемого инструмента зависит от способа его закрепления на станке;
- материал металлорежущей оснастки зависит от режима работы, материала детали и других факторов.
Выбранный по справочникам или согласно ГОСТ зенкер должен будет соответствовать следующим техническим условиям применения:
- в изделиях из конструкционной стали отверстия диаметром до 40 мм обрабатывают оснасткой для зенкерования из быстрорежущей стали с 3–4 зубьями и диаметром 10–40 мм;
- в изделиях из сталей, закаленных и труднообрабатываемых, для расточки отверстий используют инструмент с твердосплавными пластинами, имеющий 3–4 зуба и диаметр 14–50 мм;
- в изделиях из конструкционной стали расточку отверстий диаметром до 80 мм проводят оснасткой из быстрорежущей стали с насадными головками и диаметром 32–80 мм;
- в изделиях из цветных металлов и чугуна глухие отверстия растачивают перовым инструментом;
- глухие отверстия 15–25 мм обрабатывают специальной оснасткой для зенкерования, у которой в корпусе есть специальный канал для подачи в зону резания СОЖ.
При зенкеровании необходимо соблюдать припуски. Диаметр инструмента должен совпадать с окончательным диаметром обрабатываемого отверстия. Если предполагается последующая дополнительная расточка разверткой, то диаметр оснастки для зенкерования должен быть уменьшен на 0,15–0,3 мм. В случае с предшествующим черновом растачивании или сверлении под зенкерование оставляют припуск на сторону в 0,5–2 мм.
Зенкерование гораздо более производительно, чем обработка резцами. Для оснастки из быстрорежущей стали скорость резания примерно такая, как в процессе сверления, а подачи – больше в 2,5–3 раза. Таким образом, зенкерование производится быстрее сверления.
Зенкерование отверстий: что это такое — отличие от зенковки

В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится.
Зенкер по металлу — особенности и технология зенкерования
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки

Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.

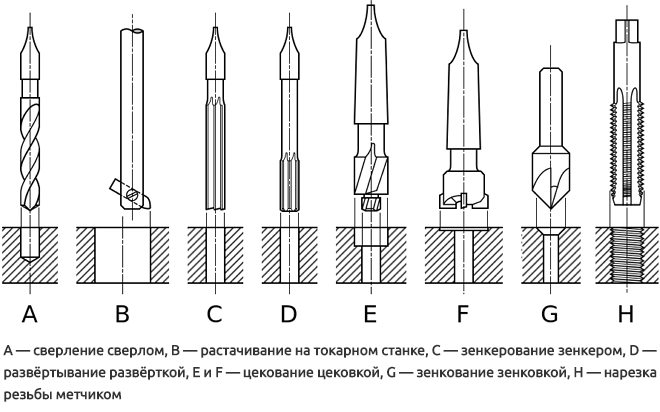
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.

Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.

Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
-
Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.

Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.

Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
Скачать
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.

Спиральные хвостовые зенкеры
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.

Применяемое оборудование и инструменты
Как уже понятно из сказанного выше, основным инструментом для зенкерования является зенкер. На примере цельного хвостового режущего элемента можно выделить основные его части:
- Рабочая область, куда входит режущая и калибрующая части – именно они обеспечивают снятие металла в канале и его выравнивание.
- Хвостовик – элемент, за счет которого инструмент закрепляют в патроне токарного или сверлильного оборудования.
- Шейка – промежуточный элемент между рабочей областью и хвостовиком, и основная задача ее в предохранении оборудования от повреждения, если зенкер заклинит в отверстии. В этом случае инструмент лопнет в области шейки.

Бывают следующие виды зенкеров: цельнометаллические с хвостовиком конической формы, зенкеры с хвостовиком и напаянными на режущей кромке твердосплавными пластинами, насадной инструмент с резцами из твердого сплава, насадной инструмент со вставными ножами. Основное оборудование для зенкерования – это токарный или сверлильный станок.
Уважаемые посетители сайта, поделитесь своими знаниями по теме в комментариях! Для нас очень важно живое общение и ваш личный опыт!
Поиск записей с помощью фильтра:
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Зенкер по металлу: особенности и технология зенкерования
 При производстве высококачественных изделий и деталей мастера нередко сталкиваются с недостаточным уровнем точности создания отверстий. Для того, чтобы получить определенные параметры, используют так называемый зенкер. Это очень удобное приспособление, уже завоевавшее широкую популярность.
При производстве высококачественных изделий и деталей мастера нередко сталкиваются с недостаточным уровнем точности создания отверстий. Для того, чтобы получить определенные параметры, используют так называемый зенкер. Это очень удобное приспособление, уже завоевавшее широкую популярность.
- Разновидности и применение инструмента
- Особенности зенкерования
- Правила обработки металла
Разновидности и применение инструмента
Зенкер — это многолезвенный инструмент, который используется для доработки отверстий округлой формы в заготовках, сделанных из различных материалов. Такая обработка предназначена для получения ровных отверстий и увеличения их диаметра.
Эта процедура называется зенкерованием. Она схожа со сверлением: оснастка вращается вокруг собственной оси, при этом вдоль нее происходит поступательное движение.
Зенкер разрабатывался специально для обработки продолбленных, отштампованных или просверленных отверстий. Характеристики этого инструмента определяются ГОСТ 12489 −71. Применяется зенковка по металлу для финальной или промежуточной обработки. Потому принято выделять две разновидности приспособлений:
- для создания отверстия высокой точности;
- для дальнейшего развертывания.
При использовании этой расточки повышается чистота, ровность и диаметр отверстия. Как правило, к зенкерованию обращаются в следующих случаях:
- получение более чистого и ровного отверстия перед нарезкой резьбы или развертыванием;
- калибровка отверстия для установки шпильки, болта или любого другого крепежного элемента.
Зенкеры используются и для корректировки профиля отверстия (к примеру, увеличения верхней части углубления для болтовых головок), и для обработки торцов.
Классифицируются зенкеры по варианту крепления в станке:
- хвостовой;
- насадной.
Конструкция инструмента бывает:
- сварной;
- цельной;
- сборной;
- с пластинками твердосплавного типа.
Цельная разновидность приспособления напоминает своим внешним видом обыкновенное сверло, потому ее часто называют зенкером-сверлом. Однако режущих кромок и спиральных канавок у него больше, чем у обыкновенного сверла. Инструмент с пластинками обладает высокой производительностью. Также существуют обратные и конические типы инструментов.
Особенности зенкерования
 Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Нередко бывает так, что при создании отверстия с помощью сверла происходит отклонение от центральной точки. Это обуславливается недостаточной жесткостью режущего инструмента. Зенкер характеризуется большей жесткостью, чем обыкновенное сверло, так как у него больше зубчиков.
Более высокоточной операцией считается развертывание, которое представляет собой уже чистовой процесс обработки.
Зенкерование часто путают с зенкованием, для которого предусмотрено совершенно другое приспособление — зенковка. Этот инструмент обладает иной конструкцией и предназначен для других технологических операций.
Зенковка используется для устранения фаски с отверстий, а также при создании конических углублений. Существуют и цилиндрические зенковки, но эти приспособления называются цековками.
Правила обработки металла
Для зенкерования в домашних условиях можно воспользоваться и обычным сверлом, которое нужно предварительно зафиксировать в ручную или электрическую дрель. На производстве же зенкерование представляет собой более сложную операцию, которая требует применения специального оборудования:
- сверлильного;
- токарного;
- агрегатного;
- расточного;
- фрезерного (горизонтального и вертикального).
При обработке отверстия в отлитой заготовке рекомендуется сначала расточить его с помощью резца, чтобы зенкер смог принять верное направление.
При работе со стальными изделиями желательно пользоваться специальными жидкостями для охлаждения и смазки. Зенкерование цветных металлических сплавов и чугуна не нуждается в охлаждении. При выборе инструмента для этой процедуры следует обратить свое внимание на целый ряд факторов:
 Разновидность приспособления выбирается в зависимости от характера обработки и материала, из которого сделана деталь. Также следует учитывать серийность процессов и расположение отверстия.
Разновидность приспособления выбирается в зависимости от характера обработки и материала, из которого сделана деталь. Также следует учитывать серийность процессов и расположение отверстия.- Руководствуясь точностью, диаметром и глубиной обработки, подбирают наиболее подходящий зенкер.
- Конструкция инструмента определяется способом фиксации в станке.
 Кроме того, обязательное условие для высококачественного зенкерования — соблюдение припусков. То есть диаметр инструмента обязательно должен соответствовать итоговому диаметру сделанного отверстия. Если после обработки вам нужно будет произвести развертывание, то следует взять инструмент, диаметр которого меньше на 0,15−0,3 мм. Если запланирована черновая расточка или предзенкеровальное сверление, то в сторону следует оставить припуск в размере от 0,6 до 2 мм.
Кроме того, обязательное условие для высококачественного зенкерования — соблюдение припусков. То есть диаметр инструмента обязательно должен соответствовать итоговому диаметру сделанного отверстия. Если после обработки вам нужно будет произвести развертывание, то следует взять инструмент, диаметр которого меньше на 0,15−0,3 мм. Если запланирована черновая расточка или предзенкеровальное сверление, то в сторону следует оставить припуск в размере от 0,6 до 2 мм.
Зенкерование — гораздо более эффективная процедура, нежели обработка с помощью резцов. Быстрота резания зенкера сопоставима со сверлением, а скорость подачи даже в разы выше.